Graveur sur Acier
18. Les poinçons de garantie
 De nombreux poinçons sont apposés sur nos objets de prédilection, monnaies, médailles, bijoux… Ces poinçons servent à identifier, authentifier, garantir.
De nombreux poinçons sont apposés sur nos objets de prédilection, monnaies, médailles, bijoux… Ces poinçons servent à identifier, authentifier, garantir.
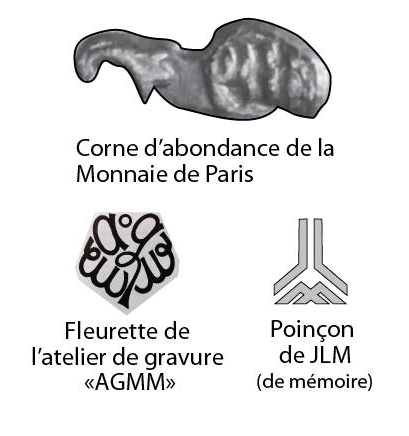
Sur les monnaies et les médailles, on trouve la corne d’abondance désignant la Monnaie de Paris ; le différent du Graveur Général des Monnaies ; la fleurette d’atelier « AGMM ».
Sur les bijoux en métaux précieux, une grande variété de poinçons désignant le métal, son titre, la nature du contrôle, la provenance, etc.
Sur ces poinçons, il y a en outre le minuscule différent du bureau de garantie.
Il existe d’autres types de poinçons tels que les poinçons de Maîtres, identifiant les fabricants, les graveurs.
- Comment ces poinçons sont-ils fabriqués ?
Les plus simples sont gravés directement sur un corps d’acier. Une fois gravé et trempé, on insculpe son poinçon dans un bloc d’acier que l’on va à son tour tremper, et garder à l’abri en tant que matrice de reproduction, si l’on doit refaire ce poinçon, en cas d’usure ou casse ! C’est la sauvegarde.
Les plus élaborés, tels que les poinçons des métaux précieux, nécessitent une fabrication beaucoup plus élaborée !Après qu’un modèle ait été dessiné et adopté par les instances supérieures, un graveur ou un sculpteur va réaliser à grande échelle un modèle.
- Je vais prendre l’exemple de la tête d’aigle, le poinçon le plus fréquent.
Il doit mesurer environ 1,2 mm de long. Le modèle, de mémoire, doit mesurer quelque 50 ou 60 mm. Il va être réduit au tour en deux étapes, car on ne fait pas de réduction avec un rapport de 40 pour 1(…) On va donc passer de 50 à 8-10 mm, puis de 8-10 à la dimension finale.
Ce poinçon original va être soigneusement contrôlé avant trempe.
Il va servir à enfoncer autant de «mères » que nécessaire, c’est-à-dire une par bureau de garantie… plus quelques autres en réserve (je vais en parler plus loin).
Ces «mères» vont recevoir le différent du bureau de garantie !
Là, accrochez-vous : le graveur va devoir insculper le différent qui doit mesurer à peine plus d’1/10e de mm, avec une précision parfaite ! Emplacement, inclinaison, profondeur…
La «mère» une fois trempée, les poinçons destinés aux bureaux de garantie vont être «relevés». (cf. l’article 15.gravure à l’acide).
Ces poinçons vont alors passer dans les mains d’un graveur qui va leur donner leur détourage définitif, qui est extrêmement précis.
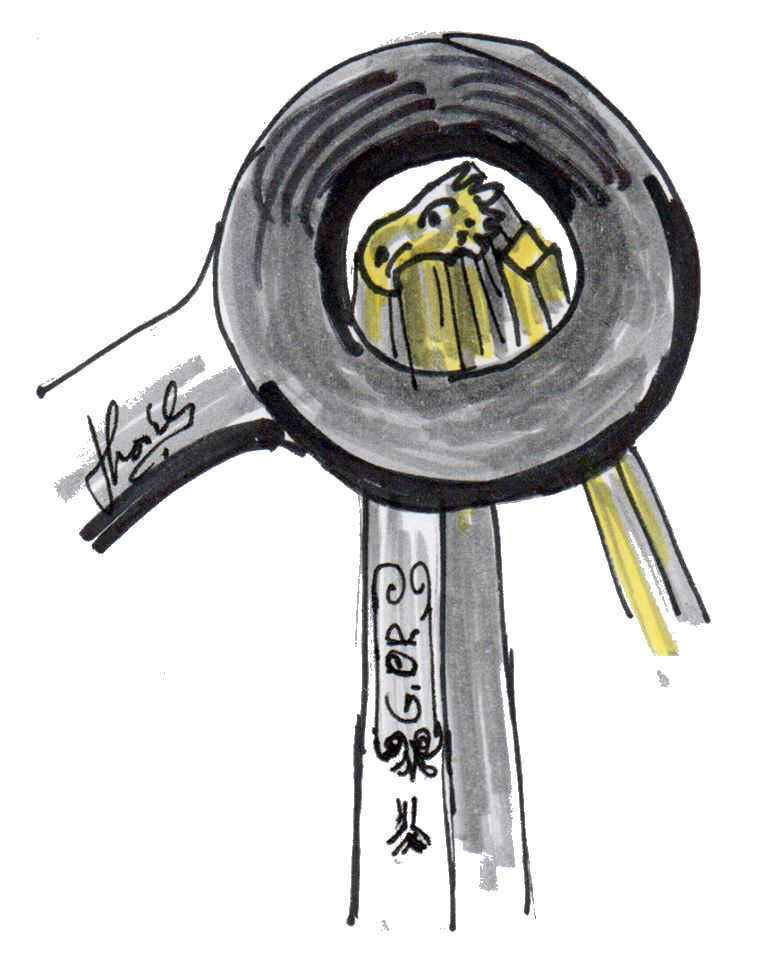
Regardez bien, fortement agrandi, mon dessin de référence que je m’étais réalisé en 1977, lorsque l’on m’a confié ma première boite de bites ! (Ah, oui, c’est comme ça qu’on les nommait).
On installe sur son établi une cheville à poinçons, réalisée spécialement pour cet usage (nous en avions de plusieurs dimensions, selon la longueur des poinçons).
On installe ensuite une loupe fixée sur un porte-loupe. La loupe est d’un grossissement entre 15 et 20 fois.
On essaye ensuite d’avoir un bon éclairage… C’est difficile et vital !
On prépare, sur son établi, quelques limes fines, soigneusement sélectionnées pour ce travail, et les 3 ou 4 échoppes préparées spécialement et qui ne servent à rien d’autre. Elles sont rangées avec précaution pour ne pas les abîmer. Elles sont parfaitement dressées et polies !
Il y a une échoppe plate très large, la plus importante, puis, selon les détourages à faire, une ronde, une méplate parfois dissymétrique, une petite plate, une en V…
Et surtout, on fixe solidement une des chevilles que l’on se fait fabriquer par les menuisiers de la Monnaie. Nous en avons au moins de trois hauteurs différentes, en fonction des poinçons à faire. Elles sont équipées d’un appui en fer, qui va recevoit le cul du poinçon.
Le dessus de cette cheville est parfois «teinté en noir, pour des raisons de visibilité…
- Le détourage peut alors commencer.
Je me souviens toujours la première fois que j’ai vu arriver mon échoppe contre la tête d’aigle… Je me suis demandé comment j’allais pouvoir détourer quatre plumes à l’arrière !
Je pense que j’ai dû patauger pendant deux ou trois heures pour la première fois. Et puis, on apprend, on progresse, on s’acharne, et puis je suis arrivé à respecter le temps imparti pour ce modèle : vingt minutes, et surtout la qualité : tous mes poinçons étaient contrôlés par un ancien ; pour moi, ce fut mon voisin Jean-Louis Coppin (Coco) !
Une fois fini, chaque graveur insculpe son poinçon personnel sur le corps du poinçon de garantie, numérote ce poinçon, et ensuite va l’insculper dans une plaque de contrôle en argent (ou plutôt en cuivre argenté) qui servira de référence dans la lutte contre la contrefaçon ! En effet, comme ils sont finis à la main, ces poinçons ont tous d’infimes différences…
NB : N’allez pas imaginer que les poinçons de silhouette simple, tels que le charançon ou le cygne, sont infiniment plus faciles à faire ! Que nenni, leur forme simple ne tolère aucune imperfection !
Sur le dessin de la tête d’aigle, vous pouvez voir le différent du bureau. (Ici, 64 = Perpignan). Ce différent, je vous ai prévenu, mesure environ 1/10e de mm.
Et bien de temps en temps… rarement… une fois tous les cinq ou dix ans, on doit fabriquer trois, cinq ou dix poinçons pour un bureau «provisoire».
On va donc nous préparer des poinçons de garantie relevés dans une «mère» neutre, sans différent… et l’on va devoir insculper ce différent parfaitement à sa place…
La première fois que ça m’est arrivé, j’ai ressenti un IMMENSE moment de solitude… Je me suis préparé, j’ai hésité, tournicoté, tergiversé pendant une demi-journée. Et puis, je me suis jeté à l’eau, et ça a été bon. Puis j’ai insculpé le 2e, le 3e… Oufff…
J’ai eu trois fois cet exercice de haute voltige à faire dans ma carrière. La dernière fois, j’étais à quelques semaines de la retraite, et j’ai appelé un «jeune» graveur, Popo (cf l’article 17. surnoms des graveurs), et je lui ai expliqué ce qu’il allait avoir à faire !!! Il m’a béni… mais il l’a fait !
PS 1 : Depuis une vingtaine d’années, les poinçons de garantie ne se font plus du tout de cette manière… Ne me demandez pas comment !
PS 2 : Il y a fort longtemps, je crois dans les années de l’immédiat après guerre, un graveur s’est risqué à faire de la fausse garantie : Il a tout perdu à ce jeu dangereux !
PS 3 : On nous donnait les «bites» dans de belles boîtes de 30 poinçons… parfois sur deux niveaux ! Lorsque l’on avait une telle boite de 60, on savait que l’on en avait pour 20 heures.
Midi et soir, on rangeait nos boites de bites au coffre-fort. Chaque graveur avait une plaque d’identification qu’il coinçait dans son bien. Ma plaque a survécu, elle fait partie du Legs Jean-Charles Viguier !
Galerie













