Graveur sur Acier
07. Trempe et revenu
La préparation et le traitement des outils du graveur :
TREMPE et REVENU
Il fut un temps où les graveurs étaient suffisamment nombreux pour qu’il y ait des fabricants d’outils pour répondre à leurs besoins. Depuis les années 1950, peut-être avant, ce n’est plus le cas, et les graveurs ont dû apprendre à fabriquer leurs outils et à en maîtriser le traitement thermique (exception faite pour les échoppes qui ont encore des fabricants !).
Les principaux outils sont : les burins pour les outils de coupe, les ciselets, traçoirs et poinçons à main pour les outils de frappe. Je rajoute les rifloirs pour l’orfèvrerie.
Tous ces outils sont en acier. L’acier est du fer contenant un pourcentage de carbone.
Pour nos outils, le pourcentage idéal est de 1,10% de carbone. Tous les ajouts modernes (chrome, molybdène, nickel, tungstène, etc.) ne donnent que de mauvais résultats !
Nous achetons l’acier en barreaux que nous coupons en tronçons de différentes longueurs :
18 à 22 cm pour les burins. Section 6 ou 8mm, voire 10.
10 à 12 cm pour les ciselets et traçoirs. Section 4 ; 6 ou 8mm.
8 à 10 cm pour les poinçons. Section 8 ; 10 ; 12 ; 14mm ou parfois plus. Il y a des poinçons dans des corps de 20 à 30mm !
Chaque outil va être façonné, chauffé dans une forge au charbon de bois pour être forgé.
Cette étape est indispensable pour “resserrer” les molécules (ne me demandez pas comment ça se passe à l’intérieur !).
Après la forge, on doit laisser refroidir les outils très lentement, pour que l’acier reste tendre. On va ensuite limer pour mettre en forme l’outil, on va lui donner sa forme définitive, son “état de surface” s’il s’agit d’un ciselet ou d’un traçoir (on en reparlera plus tard).
L’outil fini va subir la TREMPE.
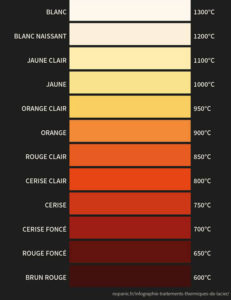
Il va être chauffé puis refroidi brutalement : la température de chauffe, pour un graveur, se définit à la couleur. En général, rouge cerise foncé à rouge cerise clair ! Cette température doit être atteinte assez lentement pour qu’elle soit bien à cœur. Une fois stabilisée, on plonge l’outil bien verticalement dans de l’eau “tiédie” (ou dans de l’huile). On remue son outil dans l’eau pour que le contact et le refroidissement se fassent rapidement.
Nota 1 : les parties fragiles ou délicates des ciselets ou des poinçons seront protégées avec une pâte réalisée avec un mélange de poudre de craie et de savon détrempé.
Nota 2 : on ne trempe que la partie utile de l’outil, soit entre ¼ et 1/3 de sa longueur.
On vérifie la qualité de la trempe en passant une lime réservée à cet effet. Le bruit “comme du verre” nous indique que la trempe est bien dure.
On nettoie l’outil avec une toile émeri pour pouvoir apprécier l’étape suivante :
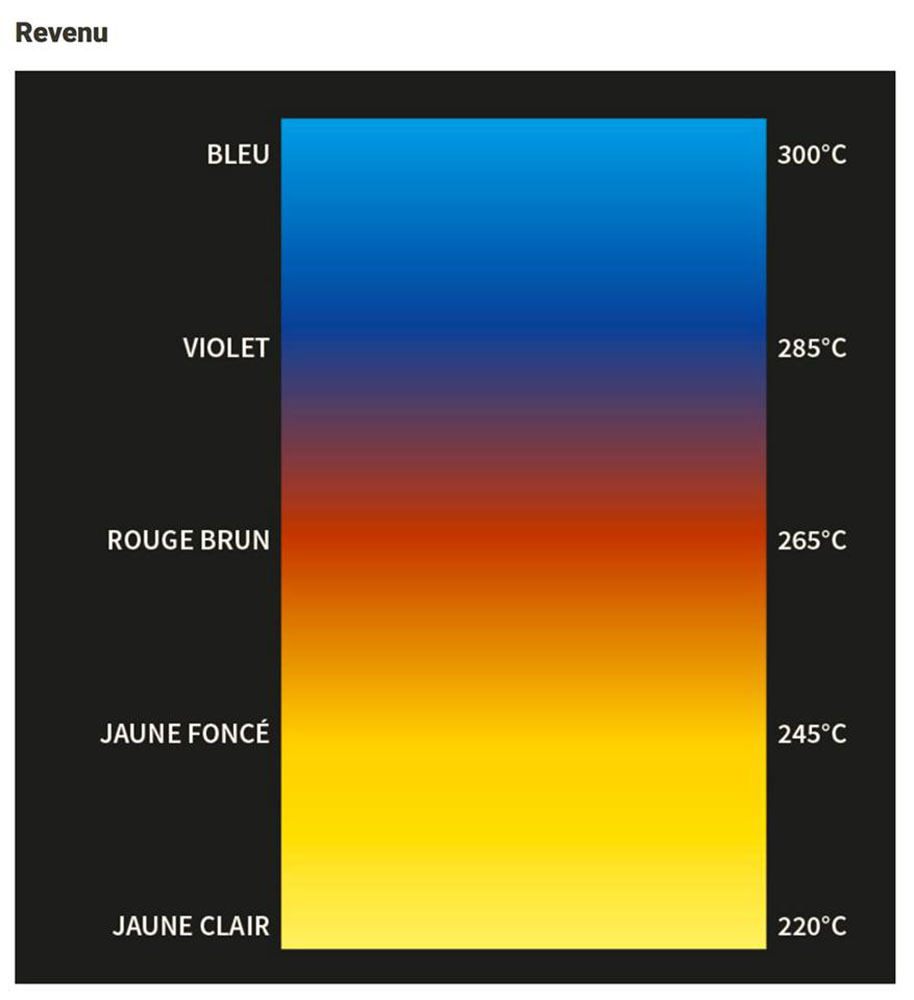
 Rapidement après la trempe, on va faire un “REVENU”, c’est-à-dire une chauffe légère qui vise à détendre l’acier. Ce revenu sera légèrement différent pour un ciselet et pour un burin. On chauffe l’outil délicatement, jusqu’à ce qu’il commence à se colorer. De gris blanc, il va devenir jaune paille, puis jaune-orangé, gorge-de-pigeon, puis bleu outremer, bleu-vert…
Rapidement après la trempe, on va faire un “REVENU”, c’est-à-dire une chauffe légère qui vise à détendre l’acier. Ce revenu sera légèrement différent pour un ciselet et pour un burin. On chauffe l’outil délicatement, jusqu’à ce qu’il commence à se colorer. De gris blanc, il va devenir jaune paille, puis jaune-orangé, gorge-de-pigeon, puis bleu outremer, bleu-vert…
Le revenu se situera dans la gamme jaune ; on poussera un peu plus pour les gros poinçons qui vont subir des chocs violents ! Si l’on ne fait pas attention, on risque de détremper son outil en surface…
Les couleurs de la trempe sont « translucides », alors que celles du revenu sont seulement en surface…
Celles de la trempe disparaissent, alors que celles du revenu demeurent !
La différence de dureté d’un acier avant et après la trempe se mesure en “Rockwell” ou en “Brinell”. Retenez qu’un burin bien trempé et bien affûté coupera aisément un acier de même nature, mais non traité ! Un ciselet quant à lui déplacera l’acier non trempé…
Un bon outil a une durée de vie très longue, plusieurs années, voire plusieurs décennies !
- PS : CE TRAITEMENT S’APPLIQUE AUX MATRICES, POINÇONS ET COINS…
- avec des technologies modernes pour les époques modernes).
Les illustrations sont issues du site « nopanic.fr dossier forge«
Galerie
